Индукционные печи. Виды и работа. Применение и особенности
В металлургической промышленности широко применяются индукционные печи. Такие печи нередко изготавливают самостоятельно. Для этого необходимо знать их принцип работы и конструктивные особенности. Принцип работы таких печей был известен еще два столетия назад.
Принцип действия и применение
Индукционные печи способны решать следующие задачи:
- Плавка металла.
- Термообработка металлических деталей.
- Очистка драгоценных металлов.
Такие функции имеются в промышленных печах. Для бытовых условий и обогрева помещения существуют печи специальной конструкции.
Работа индукционной печи заключается в нагревании материалов путем использования свойств вихревых токов. Чтобы создать такие токи применяется специальный индуктор, который состоит из катушки индуктивности с несколькими витками провода большого поперечного сечения.
К индуктору подводится сеть питания переменного тока. В индукторе переменный ток создает магнитное поле, которое меняется с частотой сети, и пронизывает внутреннее пространство индуктора. При помещении какого-либо материала в это пространство, в нем возникают вихревые токи, осуществляющие его нагревание.
Вода в работающем индукторе нагревается и кипит, а металл начинает плавиться при достижении соответствующей температуры.
Условно можно разделить индукционные печи на типы:
- Печи с магнитопроводом.
- Без магнитопровода.
Первый тип печей содержит индуктор, заключенный в металл, что создает особый эффект, повышающий плотность магнитного поля, поэтому нагревание осуществляется качественно и быстро. В печах без магнитопровода индуктор находится снаружи.
Виды и особенности печей
Индукционные печи можно разделить на виды, которые обладают своими особенностями работы и отличительными признаками. Одни служат для работ в промышленности, другие применяются в быту, для приготовления пищи.
Вакуумные индукционные печи

Такая печь предназначена для плавки и литья сплавов индукционным методом. Она состоит из герметичной камеры, в которой расположена тигельная индукционная печь с литейной формой.
В вакууме можно обеспечить совершенные металлургические процессы, получать качественные отливки. В настоящее время вакуумное производство перешло на новые технологические процессы из непрерывных цепочек в вакуумной среде, которая дает возможность создавать новые изделия, и уменьшать издержки производства.
Достоинства вакуумной плавки:
- Жидкий металл можно выдерживать в вакууме длительное время.
- Повышенная дегазация металлов.
- В процессе плавки можно производить дозагрузку печи и воздействовать на процесс рафинирования и раскисления в любое время.
- Возможность постоянного контроля и регулировки температуры сплава и его химического состава во время работы.
- Высокая чистота отливок.
- Быстрый нагрев и скорость плавки.
- Повышенная гомогенность сплава из-за качественного перемешивания.
- Любая форма сырья.
- Экологическая чистота и экономичность.
Принцип действия вакуумной печи состоит в том, что в тигле, находящемся в вакууме с помощью индуктора высокой частоты плавят твердую шихту и очищают жидкий металл. Вакуум создается путем откачки воздуха насосами. При вакуумной плавке достигается большое снижение водорода и азота.
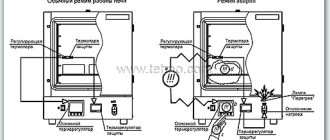
Канальные индукционные печи
Печи с электромагнитным сердечником (канальные) широко применяются в литейном производстве для цветных и черных металлов в качестве раздаточных печей, миксеров.

1 — Ванна
2 — Канал
3 — Магнитопровод
4 — Первичная катушка
Переменный магнитный поток проходит по магнитопроводу, контуру канала в виде кольца из жидкого металла. В кольце возбуждается электрический ток, который разогревает жидкий металл. Магнитный поток образуется первичной обмоткой, работающей от переменного тока.
Чтобы усилить магнитный поток, используется замкнутый магнитопровод, который выполнен из трансформаторной стали. Пространство печи соединяется двумя отверстиями с каналом, поэтому при наполнении печи жидким металлом создается замкнутый контур. Печь не сможет работать без замкнутого контура. В таких случаях сопротивление контура большое, и в нем течет малый ток, который назвали током холостого хода.
Вследствие перегрева металла и действия магнитного поля, которое стремится вытолкнуть металл из канала, жидкий металл в канале постоянно движется. Так как металл в канале нагрет выше, чем в ванне печи, то металл постоянно поднимается в ванну, из которой поступает металл с меньшей температурой.
Если металл слить ниже допустимой нормы, то жидкий металл будет выбрасываться из канала электродинамической силой. В итоге произойдет самопроизвольное выключение печи и разрыв электрического контура. Чтобы избежать таких случаев печи оставляют некоторое количество металла в жидком виде. Его называют болотом.
Канальные печи разделяют на:
- Плавильные печи.
- Миксеры.
- Раздаточные печи.
Чтобы накопить некоторое количество жидкого металла, усреднения химического состава его и выдержки, используют миксеры. Объем миксера рассчитывают равным не ниже двукратной часовой выработки печи.
Канальные печи разделяют на классы по расположению каналов:
- Вертикальные.
- Горизонтальные.
По форме рабочей камеры:
- Барабанные индукционные печи.
- Цилиндрические индукционные печи.
Барабанная печь выполнена в виде стального сварного цилиндра с двумя стенками на торцах. Для поворота печи применяются приводные ролики. Чтобы повернуть печь, необходимо включить привод электродвигателя с двумя скоростями и цепной передачей. Двигатель имеет пластинчатые тормоза.

На торцевых стенках есть сифон для заливки металла. Для загрузки присадок и снятия шлаков имеются отверстия. Также для выдачи металла имеется канал. Канальный блок состоит из индуктора печи с V-образными каналами, сделанными в футеровке при помощи шаблонов. При первой же плавки эти шаблоны расплавляются. Обмотка и сердечник охлаждаются воздухом, корпус блока охлаждается водой.
Если канальная печь имеет другую форму, то выдача металла осуществляется с помощью наклона ванны гидроцилиндрами. Иногда металл выдавливают избыточным давлением газа.
Достоинства канальных печей:
- Малый расход электроэнергии вследствие малых потерь тепла ванны.
- Повышенный электрический КПД индуктора.
- Малая стоимость.
Недостатки канальных печей:
- Сложность регулировки химического состава металла, так как наличие оставленного жидкого металла в печи создает трудности при переходе от одного состава к другому.
- Малая скорость движения металла в печи уменьшает возможности технологии плавки.
Конструктивные особенности
Каркас печи изготавливается из листовой стали с низким содержанием углерода толщиной от 30 до 70 мм. Внизу каркаса есть окна с присоединенными индукторами. Индуктор выполнен в виде стального корпуса, первичной катушки, магнитопровода и футеровки. Его корпус сделан разъемным, а части изолированы между собой прокладками для того, чтобы части корпуса не создавали замкнутый контур. В противном случае будет создаваться вихревой ток.
Магнитопровод выполнен из пластин специальной электротехнической стали 0,5 мм. Пластины изолированы между собой для снижения потерь от вихревых токов.
Катушка изготавливается из медного проводника сечением, зависящим от тока нагрузки и метода охлаждения. При воздушном охлаждении допустимый ток 4 ампера на мм 2 , при охлаждении водой допустимый ток 20 ампер на мм 2 . Между футеровкой и катушкой монтируют экран, который охлаждается водой. Экран изготовлен из магнитной стали или меди. Для отведения тепла от катушки монтируют вентилятор. Чтобы получить точные размеры канала, применяют шаблон. Он выполнен в виде полой стальной отливки. Шаблон ставится в индуктор до того момента, пока не будет заполнения огнеупорной массой. Он находится в индукторе при разогреве и сушке футеровки.
Для футеровки применяют огнеупорные массы влажного и сухого вида. Влажные массы используют в виде набивных или заливных материалов. Заливные бетоны используют при сложной форме индуктора, если нельзя уплотнить массу по всему объему индуктора.
Такой массой наполняют индуктор и уплотняют вибраторами. Сухие массы уплотняют вибраторами высокой частоты, набивные массы уплотняют пневматическими трамбовками. Если в печи будет выплавляться чугун, то футеровку выполняют из оксида магния. Качество футеровки определяется по температуре охлаждающей воды. Наиболее эффективным методом проверки футеровки является проверка по значению индуктивного и активного сопротивления. Эти измерения проводятся с помощью контрольных приборов.
В электрооборудование печи входит:
- Трансформатор.
- Батарея конденсаторов для компенсации потерь электрической энергии.
- Дроссель для подсоединения 1-фазного индуктора к 3-фазной сети.
- Щиты управления.
- Кабели питания.
Чтобы печь нормально функционировала, к питанию подключают трансформатор на 10 киловольт, который имеет на вторичной обмотке 10 ступеней напряжения для регулировки мощности печи.
Набивочные материалы футеровки содержат:
- 48% сухого кварца.
- 1,8% кислоты борной, просеянной через мелкое сито с ячейками 0,5 мм.
Массу для футеровки готовят в сухом виде с помощью смесителя, и последующей просевкой через сито. Приготовленная смесь не должна храниться более 15 часов после подготовки.
Футеровку тигля производят с помощью уплотнения вибраторами. Электрические вибраторы используются для футеровки больших печей. Вибраторы погружают в пространство шаблона и производят уплотнение массы через стенки. При уплотнении вибратор передвигают краном и вертикально вращают.
Тигельные индукционные печи
Основными компонентами тигельной печи являются индуктор и генератор. Для изготовления индуктора используется медная трубка в виде намотанных 8-10 витков. Формы индукторов могут выполняться различных видов.

Этот вид печи наиболее распространенный. В конструкции печи нет сердечника. Распространенная форма печи представляет собой цилиндр из огнестойкого материала. Тигель находится в полости индуктора. К нему подводится питание переменного тока.
Преимущества тигельных печей:
- Энергия выделяется при загрузке материала в печь, поэтому вспомогательные нагревательные элементы не нужны.
- Достигается высокая однородность многокомпонентных сплавов.
- В печи можно создать реакцию восстановления, окисления, независимо от величины давления.
- Высокая производительность печей из-за повышенной удельной мощности на любых частотах.
- Перерывы в плавке металла не влияют на эффективность работы, так как для разогрева не требуется много электроэнергии.
- Возможность любых настроек и простая эксплуатация с возможностью автоматизации.
- Нет местных перегревов, температура выравнивается по всему объему ванны.
- Быстрое плавление, позволяющее создать качественные сплавы с хорошей однородностью.
- Экологическая безопасность. Внешняя среда не подвергается никакому вредному воздействию печи. Плавка также не оказывает вреда природе.
Недостатки тигельных печей:
- Малая температура шлаков, применяющихся для обработки зеркала расплава.
- Малая стойкость футеровки при резких температурных перепадах.
Несмотря на имеющиеся недостатки, тигельные индукционные печи получили большую популярность на производстве и в других областях.
Индукционные печи для отопления помещения
Чаще всего такая печь устанавливается в помещении кухни. В ее конструкции основной частью является сварочный инвертор. Конструкция печи обычно совмещается с водонагревательным котлом, который дает возможность для отопления всех помещений в здании. Также есть возможность подключения подачи горячей воды в здание.
Эффективность работы такого устройства небольшая, однако, нередко такое оборудование все-таки применяется для отопления дома.

Конструкция нагревающей части индукционного котла подобна трансформатору. Наружный контур – это обмотки своеобразного трансформатора, которые подключаются к сети. Второй контур внутренний – это устройство обмена теплом. В нем происходит циркуляция теплоносителя. При подключении питания катушка создает переменное магнитное поле. В итоге внутри теплообменника индуцируются токи, которые осуществляют его нагревание. Металл нагревает теплоноситель, который обычно состоит из воды.
На таком же принципе основана работа бытовых индукционных плит, в которых в качестве вторичного контура выступает посуда из специального материала. Такая плита намного экономичнее обычных плит из-за отсутствия тепловых потерь.
Водонагреватель котла оснащен устройствами управления, которые дают возможность поддержания температуры теплоносителя на определенном уровне.
Отопление электроэнергией является дорогим удовольствием. Оно не может создать конкуренцию с твердым топливом и газом, дизельным топливом и сжиженным газом. Одним из методов снижения расходов является установка теплоаккумулятора, а также подключение котла в ночное время, так как ночью чаще всего действует льготное начисление за электричество.
Для того, чтобы принять решение об установке индукционного котла для дома, необходимо получить консультацию у профессиональных специалистов по теплотехнике. У индукционного котла практически нет преимуществ перед обычным котлом. Недостатком является высокая стоимость оборудования. Обычные котел с ТЭНами продается уже готовым к установке, а индукционный нагреватель требует дополнительного оборудования и настройки. Поэтому, прежде чем приобрести такой индукционный котел, необходимо произвести тщательный экономический расчет и планировку.
Футеровка индукционных печей
Процесс футеровки необходим для обеспечения защиты корпуса печи от воздействия повышенных температур. Она дает возможность значительно сократить потери тепла, увеличить эффективность плавки металла или нагрева материала.
Для футеровки применяют кварцит, являющийся модификацией кремнезема. К материалам для футеровки предъявляются некоторые требования.
Такой материал должен обеспечить 3 зоны состояний материала:
- Монолитная.
- Буферная.
- Промежуточная.
Только наличие трех слоев в покрытии способно защитить кожух печи. На футеровку отрицательно влияет неправильная укладка материала, плохое качество материала и тяжелые условия работы печи.
3. Индукционные электропечи
нем переменным полем индуктора. При индукционном нагреве теплота выделяется непосредственно в нагреваемом металле, поэтому ее использование оказывается наиболее полным.
Различают следующие типы индукционных печей:
1) по конструктивному исполнению − тигельные и канальные;
2) по частоте электрического тока − промышленной частоты (50 Гц), повышенной (150− 450 Гц), средней (до 10 тыс. Гц) и высокой (свыше 10 тыс. Гц) частоты.
Тигельные печи промышленной частоты выпускались мощностью 400
− 20 000 кВт, объем жидкого металла в них составляет от 1,0 до 60 т (марки печей ИЧТ-1; ИЧТ-60). Тигельные печи средней частоты имеют мощность 800 − 2400 кВт и вместимость 1 − 6 т (марки печей ИСТ-1; ИСТ-6). Канальные индукционные печи для чугуна (миксеры) выпускаются только промышленной частоты, вместимостью 10 − 60 т (марки печей ИЧКМ-10; ИЧКМ-60).
Тигельные печи применяют для плавки и миксерования, т.е. накопления, чугуна, а канальные − в основном для миксерования.
В индукционной тигельной бессердечниковой печи металл расплавляют в огнеупорном тигле, расположенном внутри индуктора Пропускаемый через индуктор переменный ток создает внутри индуктора переменный магнитный поток, наводящий в металле вихревые токи, которые обеспечивают нагрев и плавление металла. Для плавки чугуна чаще всего применяются индукционные тигельные печи промышленной (50 − 60 Гц) или средней (2400 − 10 000 Гц) частоты.
Во избежание чрезмерного увеличения мощности питающего печь генератора в схему печи включают конденсаторы, компенсирующие индук-
тивное сопротивление индуктора. Как известно, наличие индуктивного сопротивления в цепи переменного тока вызывает сдвиг фаз (величина силы тока отстает от величины напряжения), в результате чего снижается коэффициент мощности установки. Емкость вызывает обратный сдвиг фаз; подбирая емкость конденсаторов, добиваются настройки установки в резонанс, когда угол сдвига приближается к нулю, а − к единице. Чем выше частота, тем меньше требуется емкость конденсаторной батареи.
Особенностью индукционных печей является также и то, что плотность индуктируемых токов достигает максимума на поверхности металла у стенок тигля и снижается по направлению к его оси. В этом поверхностном слое выделяется наибольшее количество теплоты, за счет которой плавится шихта.
Известно, что между глубиной проникновения тока δ в ванну или в кусок шихтового материала и частотой тока существует зависимость:
где − удельное сопротивление шихты, Ом·м; − магнитная проницаемость шихты, Гн·м; − частота тока, Гц.
Отсюда следует, что чем выше частота, тем меньше глубина проникновения тока и тем выше температура у стенок печи и неравномерный прогрев шихты, что вызывает понижение стойкости футеровки и скорости расплавления металла.
В индукционных печах повышенной частоты примерно 86% всей индуктированной энергии развивается в поверхностном слое. Поэтому отношение внутреннего диаметра печи к глубине проникновения тока выбирается равным .
Вследствие относительно высокого электрического сопротивления в зазорах между кусками шихты их размеры должны быть тем больше, чем ниже частота индуктированных токов.
При использовании первичного жидкого металла (плавка дуплекспроцессом) или при наличии остатка жидкого металла в количестве, составляющем 30 − 50 % объема тигля, применяют преимущественно индукционные печи промышленно частоты с удельной мощностью 150 − 300 кВт/т жидкого металла. При выборе мощности таких печей учитывают интенсивность перемешивания ванны жидкого металла. Применение печей с высокой удельной мощностью вызывает сильное перемешивание расплава, быстрый износ футеровки и загрязнение чугуна неметаллическими включениями. Однако при малой мощности наблюдаются значительные потери теплоты и более низкая производительность печи.
По способам организации магнитного потока на наружной стороне индуктора различают печи закрытого типа , где магнитный поток проходит по магнитопроводам, изготовленным из трансформаторной стали, что обеспечивает минимальные потери в корпусе, и печи открытого типа , где магнитный поток проходит по воздуху. Применяют также экранированные конструкции, в которых магнитный поток проходит по воздуху, а остальные детали защищены от нагрева медным экраном. Печи открытого типа имеют обычно небольшую вместимость. Тигельные печи средней и большой вместимости изготовляют только закрытого типа.
Недостатком индукционных печей является низкая температура и активность шлака, поскольку он нагревается от металла.
3.2. Индукционные тигельные печи
В индукционных печах для выплавки стали, чугуна, меди, алюминия и
т.д. используется тепло, которое выделяется в металле за счет возбуждения в нем электрического тока переменным магнитным полем. Источником магнитного поля в индукционной печи служит индуктор. Проводящая электрический ток шихта, помещенная в тигель печи, подвергается воздействию переменного магнитного поля, возникающего от индуктора, нагревается вследствие теплового воздействия вихревых токов.
По сравнению с дуговыми электропечами индукционные печи имеют ряд преимуществ: отсутствие электродов и электрических дуг позволяет получать стали и сплавы с низким содержанием углерода и газов; плавка характеризуется низким угаром легирующих элементов, высоким техническим КПД и возможностью точного регулирования температуры металла.
Что такое индукционная печь и как ее сделать своими руками?
Индукционная печь – это печной аппарат, который применяется для плавления цветных (бронзы, алюминия, меди, золота и других) и черных (чугуна, стали и других) металлов за счет работы индуктора. В поле ее индуктора производится ток, он нагревает металл и доводит его до расплавленного состояния.
Вначале на него будет действовать электромагнитное поле, потом электрический ток, а затем уже он пройдет тепловую стадию. Простую конструкцию такого печного устройства можно собрать самостоятельно из различных подручных средств.
Принцип работы
Такое печное устройство является электрическим трансформатором со вторичной короткозамкнутой обмоткой. Принцип действия индукционной печи состоит в следующем:
- при помощи генератора в индукторе создается переменный ток;
- индуктор с конденсатором создает колебательный контур, он настроен на рабочую частоту;
- в случае использования автоколебательного генератора, конденсатор исключается из схемы устройства и в этом случае используется собственный запас емкости индуктора;
- создаваемое индуктором магнитное поле может существовать в свободном пространстве или же замыкаться с использованием индивидуального ферромагнитного сердечника;
- магнитное поле воздействует на находящуюся в индукторе металлическую заготовку или шихту и образует магнитный поток;
- по уравнениям Максвелла он индуцирует в заготовке вторичный ток;
- при цельном и массивном магнитном потоке создаваемый ток замыкается в заготовке и происходит создание тока Фуко или вихревого тока;
- после образования такого тока вступает в действие закон Джоуля-Ленца, и полученная с помощью индуктора и магнитного поля энергия нагревает заготовку металла или шихту.

Несмотря на многоступенчатую работу, устройство индукционной печи может давать в вакууме или воздухе до 100% КПД. Если среда с магнитной проницаемостью, то этот показатель будет расти, в случае со средой из неидеального диэлектрика, он будет падать.
Устройство
Рассматриваемая печь – своеобразный трансформатор, но только в нем нет вторичной обмотки, ее заменяет помещенный в индуктор металлический образец. Он будет проводить ток, а вот диэлектрики в этом процессе не нагреваются, они остаются холодными.
Конструкция индукционных тигельных печей включает в себя индуктор, который состоит из нескольких витков медной трубки, свернутой в виде катушки, внутри нее постоянно передвигается охлаждающая жидкость. Также индуктор вмещает в себе тигель, который может быть из графита, стали и других материалов.
Кроме индуктора в печи установлен магнитный сердечник и подовый камень, все это заключено в корпус печи. В него входят:
В моделях печей большой мощности кожух ванны обычно выполняется достаточно жестким, поэтому каркас в таком устройстве отсутствует. Крепление корпуса должно выдерживать сильные нагрузки при наклоне всей печи. Каркас чаще всего изготавливается из фасонных балок, выполненных из стали.
Тигельная индукционная печь для плавки металла устанавливается на фундамент, в который вмонтированы опоры, на их подшипники опираются цапфы механизма наклона устройства.
Кожух ванны выполняется из металлических листов, на которые для прочности наваривают ребра жесткости.
Кожух для индукционной единицы используется в качестве соединительного звена между печным трансформатором и подовым камнем. Его для уменьшения потерь тока делают из двух половинок, между которыми предусмотрена изолирующая прокладка.
Стяжка половинок происходит за счет болтов, шайб и втулок. Такой кожух делается литым или сварным, при выборе материала для него отдают предпочтение немагнитным сплавам. Двухкамерная индукционная сталеплавильная печь идет с общим кожухом для ванны и для индукционной единицы.
В небольших печах, в которых не предусмотрено водяного охлаждения имеется вентиляционная установка, она помогает отводить из агрегата излишки тепла. Даже вы случае установки водоохлаждаемого индуктора необходимо вентилировать проем, возле подового камня, чтобы он не перегревался.
В современных печных установках имеется не только водоохлаждаемый индуктор, но и предусмотрено водяное охлаждение кожухов. На каркасе печи могут быть установлены вентиляторы, работающие от приводного двигателя. При значительной массе такого устройства, вентиляционный прибор устанавливают возле печи. Если индукционная печь для производства стали идет со съемным вариантом индукционных единиц, то для каждой из них предусматривается свой вентилятор.
Отдельно стоит отметить механизм наклона, который для малых печей идет с ручным приводом, а для крупных он оснащен гидравлическим приводом, расположенным у сливного носика. Какой бы ни был установлен механизм наклона, он обязан обеспечивать слив полностью всего содержимого ванной.
Расчет мощности
Так как индукционный способ плавки стали менее затратный, чем аналогичных методик, основанных на использовании мазута, угля и других энергоносителей, то расчет индукционной печи начинается с вычисления мощности агрегата.
Мощность индукционной печи подразделяется на активную и полезную, для каждой из них есть своя формула.
В качестве исходных данных нужно знать:
- емкость печи, в рассматриваемом для примера случае она равна 8 тоннам;
- мощность агрегата (берется максимальное ее значение) – 1300 кВт;
- частота тока – 50 Гц;
- производительность печной установки – 6 тонн в час.
Требуется также учитывать расплавляемый металл или сплав: по условию он цинковый. Это важный момент, тепловой баланс плавки чугуна в индукционной печи, также как и других сплавов свой.
Полезная мощность, которая передается жидкому металлу:
- Рпол = Wтеор×t×П,
- Wтеор – удельный расход энергии, он теоретический, и показывает перегрев металла на 1 0 С;
- П – производительность печной установки, т/ч;
- t – температура перегрева сплава или металлической заготовки в ванной печи, 0 С
- Рпол = 0,298×800×5,5 = 1430,4 кВт.
- Р = Рпол/Ютерм,
- Рпол – берется с предыдущей формулы, кВт;
- Ютерм – КПД литейной печи, его пределы от 0,7 до 0,85, в среднем принимают 0,76.
- Р =1311,2/0,76=1892,1кВт, проводится округление значения до 1900 кВт.
На заключительном этапе рассчитывается мощность индуктора:
- Ринд = Р/N,
- Р – активная мощность печной установки, кВт;
- N – количество индукторов, предусмотренных на печи.
- Ринд =1900/2= 950 кВт.
Потребление мощности индукционной печью при плавке стали зависит от ее производительности и вида индуктора.
Виды и подвиды
Индукционные печи делятся на два основных вида:

- Канальный. В нем вторичным витком служит кольцевой короткозамкнутый канал, в который помещается металл. В качестве источника энергии для процесса плавки используется генератор либо переменный ток промышленной частоты. Высокое КПД таких печей обусловлено передачей высокочастотного поля через ферритовый или стальной сердечник. Плавка стали в индукционных печах такого типа отличается непрерывной подачей металлических заготовок и получением расплавленного металла. Единственным недостатком канального агрегата является сложность запуска его работы, так как предварительно необходимо заполнить канал расплавом.
- Тигельный. В таких печах источником энергии является генератор, который может работать в диапазоне от нескольких десятков до сотен кГц. Металлические заготовки в этом виде печи помещаются в ее термостойкий тигель, который располагается в обмотке индуктора. Как только расплав достигнет нужной температуры, тигель освобождают и заправляют следующей партией сырья. Такое печное устройство отличается высокой скоростью нагрева металла, так как в тигле очень малы потери тепла.
Кроме такого разделения, индукционные печи бывают компрессорными, вакуумными, открытыми и газонаполненными.
Индукционные печи своими руками
Среди имеющихся распространенных методик создания таких агрегатов можно найти пошаговое руководство, как сделать индукционную печь из сварочного инвертора, с нихромовой спиралью или графитовыми щетками, приведем их особенности.
Агрегат из высокочастотного генератора
Она выполняется с учетом расчетной мощности агрегата, вихревых потерь и утечек на гистерезисе. Питание конструкции будет идти от обычной сети в 220 В, но с использованием выпрямителя. Такой вид печи может идти с графитовыми щетками или нихромовой спиралью.
Для создания печи потребуется:
- два диода UF4007;
- пленочные конденсаторы;
- полевые транзисторы в количестве двух штук;
- резистор в 470 Ом;
- два дроссельных кольца, их можно снять со старого компьютерного системщика;
- медный провод Ø сечения 2 мм.
В качестве инструмента используется паяльник и плоскогубцы.
Приведем схему для индукционной печи:
Индукционные портативные плавильные печи такого плана создаются в следующей последовательности:
- Транзисторы располагаются на радиаторах. Из-за того, что в процессе плавки металла схема устройства быстро греется, радиатор для нее нужно подбирать с большими параметрами. Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
- Изготавливаются два дросселя. Для них берутся два заранее снятые с компьютера кольца, вокруг них обматывают медную проволоку, количество витков ограничено от 7 до 15.
- Конденсаторы объединяются между собой в батарею, чтобы на выходе получилась емкость в 4,7 мкФ, их соединение проводится параллельно.
- Вокруг индуктора обвивается медная проволока, ее диаметр должен быть 2 мм. Внутренний диаметр обмотки должен совпадать с размером используемого для печи тигля. Всего делают 7-8 витков и оставляют длинные концы, чтобы их можно было подключить к схеме.
- В качестве источника к собранной схеме подсоединяется аккумулятор мощностью 12 В, его хватает примерно на 40 минут работы печи.
Если необходимо, то делается корпус из материала с высокой термоустойчивостью . Если же выполняется индукционная плавильная печь из сварочного инвертора, то защитный корпус должен быть обязательно, но его нужно заземлить.
Конструкция с графитовыми щетками
Такая печь используется для выплавки любого металла и сплавов.
Для создания устройства необходимо заготовить:
- графитовые щетки;
- порошковый гранит;
- трансформатор;
- шамотный кирпич;
- стальная проволока;
- тонкий алюминий.
Технология сборки конструкции заключается в следующем:

- Выполняется основа – в виде бокса, который изготавливается из шамотного кирпича, его кладут на огнеупорную плитку.
- Сверху бокса укладывается лист асбестокартона, если ему нужно придать определенную форму, его поверхность нужно смочить водой. Чтобы конструкцию сделать жесткой, нужно обмотать ее проволокой. Размеры бокса зависят от мощности трансформатора. Лучше всего использовать его из сварочного аппарата. Если он большой мощности, то его следует перемотать.
- Во избежание перегрева трансформатора его обматывают тонким алюминием.
- На дне кирпичного бокса располагается глиняная подложка, чтобы расплавленный металл не растекался.
- Устанавливаются графитовые щетки.
Прибор с нихромовой спиралью
Такой прибор используется для выплавки больших объемов металла.
В качестве расходных материалов для обустройства самодельной печи используется:
- нихром;
- асбестовая нить;
- кусок керамической трубы.
После подключения всех составляющих печи по схеме, ее работа состоит в следующем: после подачи электрического тока на нихромовую спираль, она передает тепло металлу и плавит его.
Создание такой печи проводится в следующей последовательности:
- Навивание спирали, для нее используется проволока диаметром 0,3 мм, длина заготовки должна быть около 11 метров.
- Проволока наматывается вокруг длинной трубки, ее диаметр – 5 мм.
- Кусок трубы из керамики выступает в качестве тигля, его подрезают до нужного размера, примерно на 15 см. В один его конец вставляется асбестовая нить, чтобы расплавленный металл не растекался.
- Укладка спирали вокруг трубы. Между ее витками укладывается асбестовая нить, она ограничит доступ кислорода и тем самым не допустит замыкания в печи.
- В таком виде катушка помещается в лампу высокой мощности, в ней имеется патрон нужного диаметра, который чаще всего изготовлен из керамики.
Такая конструкция отличается высокой производительностью, она долго остывает и быстро нагревается. Но необходимо учесть, что если спираль будет плохо изолирована, то она быстро перегорит.
Цены на готовые индукционные печи
Самодельные конструкции печей будут стоить гораздо дешевле покупных, но их нельзя создать большими объемами, поэтому без готовых вариантов для массового производства расплава не обойтись.
Цены на индукционные печи для плавки металла зависят от их вместимости и комплектации.
Вывод
Самостоятельно сделать индукционную печь увлекательно, но это сопряжено с некоторыми ограничениями и неизвестными последствиями, так как нужно опираться на законы физики и химии, а кто в этом не силен, тот не сможет провести процесс безопасно. Для частого использования такой установки лучше подобрать подходящий вариант из представленных выше.
Источник https://electrosam.ru/glavnaja/jelektrooborudovanie/ustrojstva/induktsionnye-pechi/
Источник https://studfile.net/preview/1826353/page:16/
Источник https://pechnoy.guru/pechi/promyshlennye/induktsionnaya-pech.html