Схема устройства электрических муфельных печей
Схема электрических печей, используемой в лабораториях, цехах и на производстве для проведения исследований, нагрева и плавки, схожа у разных производителей. Оборудование может быть разработано с камерой из керамики или волокнистых материалов. В зависимости от мощности и габаритов муфельная печь применяется для различных задач.
Функционирование муфельной печи зависит от скорости и уровня разогрева муфеля до определенной температурной отметки
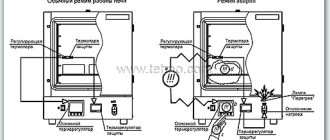
Стандартная схема электрической муфельной печи
Как вы можете видеть на фото ниже, схема электрической муфельной печи предусматривает как нагнетание высоких температур, так и их поддержание. Для безопасной работы теплового прибора происходит отвод лишней влаги и пара. Также выполнена изоляция рабочих элементов. Состоит оборудование из:
- Регулирующего милливольтметра(№1).
- Индикаторов(№2).
- Предохранителя(№3).
- Выключателя(№4).
- Управляющего блока(№5).
- Нагревательного бокса(№6).
- Корпуса(№7).
- Керамического муфеля(№8).
- Нагревательного элемента(№9).
- Теплоизоляционного слоя(№10).
- Противовеса(№11).
- Двери(№12).
- Отсека для контрольной термопары(№13).
- Проема для терморегулятора(№14).
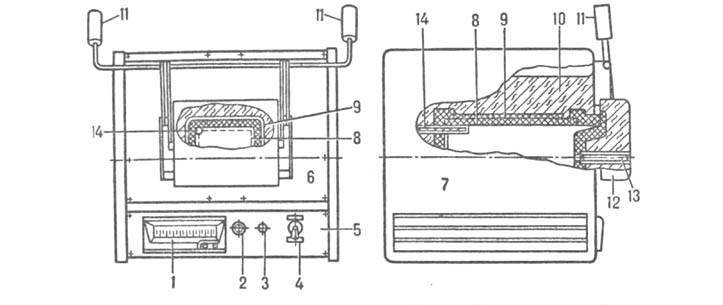
Подробная схема электропечи с муфелем прямоугольной формы
Особенности электрической схемы печи сопротивления
Рассматривая электрические схемы печей сопротивления можно выделить оборудование двух типов. Основным отличием является способ воздействия на обрабатываемые образцы:
1. Косвенный нагрев. Приборы подходят для плавки металлов и прочего. Конструкция состоит из:
- Деталей нагрева(№1).
- Футеровки(№2).
- Теплоизолирующего слоя(№3).
- Жароустойчивого пода(№4).
Конструкция печи сопротивления с косвенным нагревом

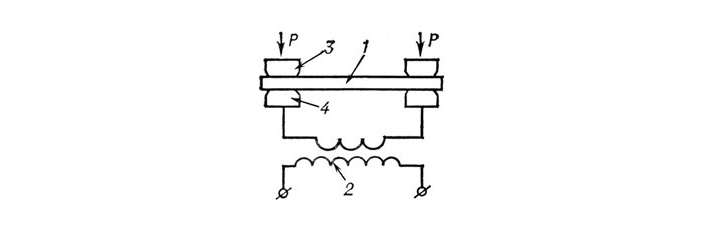
2. Прямой нагрев. Электроэнергия преобразуется в тепло непосредственно в нагреваемом изделии. Это позволяет достигать нужной температуры за короткое время. Конструкцию такого оборудования вы можете видеть ниже, где:
- Обрабатываемый образец (№1).
- Понижающий трансформатор (№2).
- Контакты (№3 и №4).
Конструкция печи сопротивления прямого нагрева
Муфельные печи для обжига керамики, ювелирные, мини и прочие модели с муфелем применяются для:
- Переплавки ценных металлов.
- Старения поверхностей.
- Обжига стекла и керамики.
- Сушки материалов, отличающихся высокой теплопроводностью.
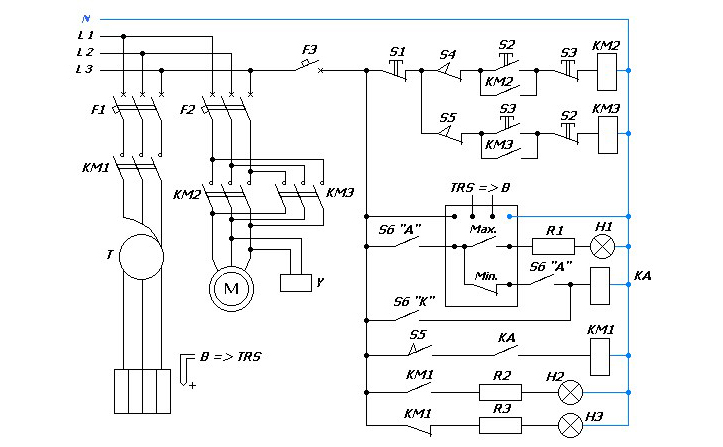
Электрическая схема индукционной печи
Электрическая схема индукционной печи представляет собой сложный механизм, обеспечивающий надежность прибора при выполнении различных задач. Она состоит из:
- Автовыключателя элементов нагрева (F1), электропривода дверцы (F2) и цепей управления техникой (F3).
- Промежуточного реле контактора нагревательных элементов (КА).
- Контактора элементов нагрева (KM1), электропривода открывания (KM2) и закрывания двери (KM3).
- Печного автотрансформатора (Т).
- Термодатчика (В).
- Электромагнитного тормоза (Y).
- Кнопки стоп (S1), открывания (S2), закрывания (S3), выключателей (S4) и (S5), переключения режимов работы (S6) дверцы.
- Двигателя привода печной двери (М).
- Терморегулятора (TRS).
- Сигнальной лампы превышения допустимой температуры (Н1), включения (Н2) и выключения нагревателя (Н3).
- Добавочных резисторов сигнальных ламп R1, R2 и R3.
Электрическая схема индукционной печи
Если вы хотите приобрести печь с камерой из волокна, обязательно обращайте внимание на электросхему прибора.
Ремонт и обслуживание муфельных печей могут проводить мастера, прошедшие специальные курсы, с изучением устройства и электросхем оборудования
Изучив схему электрической муфельной печи легко подобрать оптимальный вариант теплоприбора. Подробнее об особенностях техники можно узнать у специалистов компании Labor. Для консультации звоните по указанным на странице номерам!
2.Электротермические установки,электроустановки нагрева сопротивлением
Принцип действия таких установок основан на законе Джоуля-Ленца. Количество теплоты, выделяющейся в проводнике, при прохождении по нему электрического тока зависит от сопротивления проводника, электрического тока в цепи, времени его прохождения.

Источником теплоты в установках являются нагревательные элементы (НЭ).
Выбор материала и конструкции НЭ определяется особенностями технологического процесса и конструкции установки.
По температурным пределам работы НЭ подразделяют на 3 группы:
— низкотемпературные, нагрев до 230-430 °С;
— среднетемпературные, нагрев до 630-1030 °С;
— высокотемпературные, нагрев до 2230-3030 °С.
Для изготовления НЭ с рабочей температурой до 1230 °С наиболее распространенным материалом являются:
• нихромы —сплав никеля (75-78 %) и хрома (около 25 %);
• фехрали —- сплав железа (73 %), хрома (13 %), алюминия (4 %);
• хромоникелевые жаропрочные стали — сплав железа (до 61 %), хрома (22-27 %), никеля (17-20 %).
Для высокотемпературных НЭ наиболее распространены карборунды (спекание кремнезема и угля — SiC), керамика, графит, тугоплавкие металлы (молибден, тантал, вольфрам) и др.
По форме среднетемпературные НЭ выполняются в виде зигзагов (проволочных и ленточных) или спиралей, а высокотемпературные — в виде стержней круглого или квадратного сечения и труб.
Для низкотемпературного нагрева широко применяются трубчатые электронагреватели — ТЭНы.
ТЭН представляет собой металлическую трубку, заполненную теплопроводным электроизоляционным материалом, в которой находится электронагревательная спираль.
ТЭНы электробезопасны, могут работать в любой среде, стойки к вибрациям.
Мощность до 15 кВт, напряжение до 380 В, ресурс до 40 тыс. ч, рабочая температура до 730 °С.
Примерами электроустановок нагрева сопротивлением являются: электрические печи сопротивления (ЭПС) и различные нагревательные устройства, обеспечивающие технологические процессы производства.
ЭПС применяются для технологических операций в машиностроении, металлургии, легкой промышленности и т. п.
По исполнению печи выпускаются косвенного и прямого действия, по назначению — нагревательные и плавильные, по режиму работы — периодически и непрерывно действующие. По конструкции:
• периодического действия — колпаковые, элеваторные, камерные, шахтные;
• непрерывного действия — конвейерные, толкательные, протяжные.
ЭПС для плавки металлов. Предназначены для выплавки олова, свинца, цинка и других металлов с температурой плавления до 530 «С.
По конструктивному исполнению такие печи делят на тигельные и камерные (или ванные).
Тигельная ЭПС представляет собой металлический сосуд — тигель, помещенный в цилиндрический корпус, выполненный из огнеупорного материала (футеровка). НЭ расположены на футеровке снаружи тигля. КПД печи 50-55 %, удельный расход ЭЭ при плавке алюминия 700-750 кВт • ч/кг.
Камерная ЭПС предназначена для переплавки алюминия на слитки. Она имеет больший объем, КПД до 60-65 %, удельный расход ЭЭ составляет 600-650 кВт • ч/кг.
Во всех типах ЭПС возможен внутренний и внешний обогрев.
При внутреннем обогреве нагреватели ТЭНы размещены в расплавленном металле и работают при температуре не выше 570 °С
При внешнем расположении открытых высокотемпературных нагревателей можно получить температуру в рабочем пространстве печи до 930 °С
Принципиальная электрическая схема управления ЭПС (рис. 1.2-4)

Предназначена для управления защиты и сигнализации однозонной камерной ЭПС.
Основные элементы схемы:
AT — автотрансформатор трехфазный, для питания нагревателя печи;
АД с ЭМТ — асинхронный двигатель с электромагнитным тормозом, для подъема и опускания двери камеры, реверсивный;
КП и КО — контакторы подъема и опускания двери камеры;
ВКП и ВКО — выключатели конечные поднятого и опущенного состояния двери;
КЛ — контактор линейный для подключения и отключения AT к сети;
РП — реле промежуточное, для коммутации цепи КЛ;
ДГ — датчик температуры печи. Органы управления.
УП — универсальный переключатель («ручное»-0-«автоматическое»), для выбора режима управления;
НТК— прибор теплоконтроля, для управления в автоматическом режиме;
Кн.П, Ки.О, Кн.С — кнопки «Подъем», «Опускание», «Стоп» двери.
Режимы работы:
— автоматический — основной, от ПТК;
— ручной — резервный, от У П.
Вопрос №8 Объясните принцип работы электрической схемы установки печи сопротивления: работа в «Ручном режиме», «Аварийный режим».
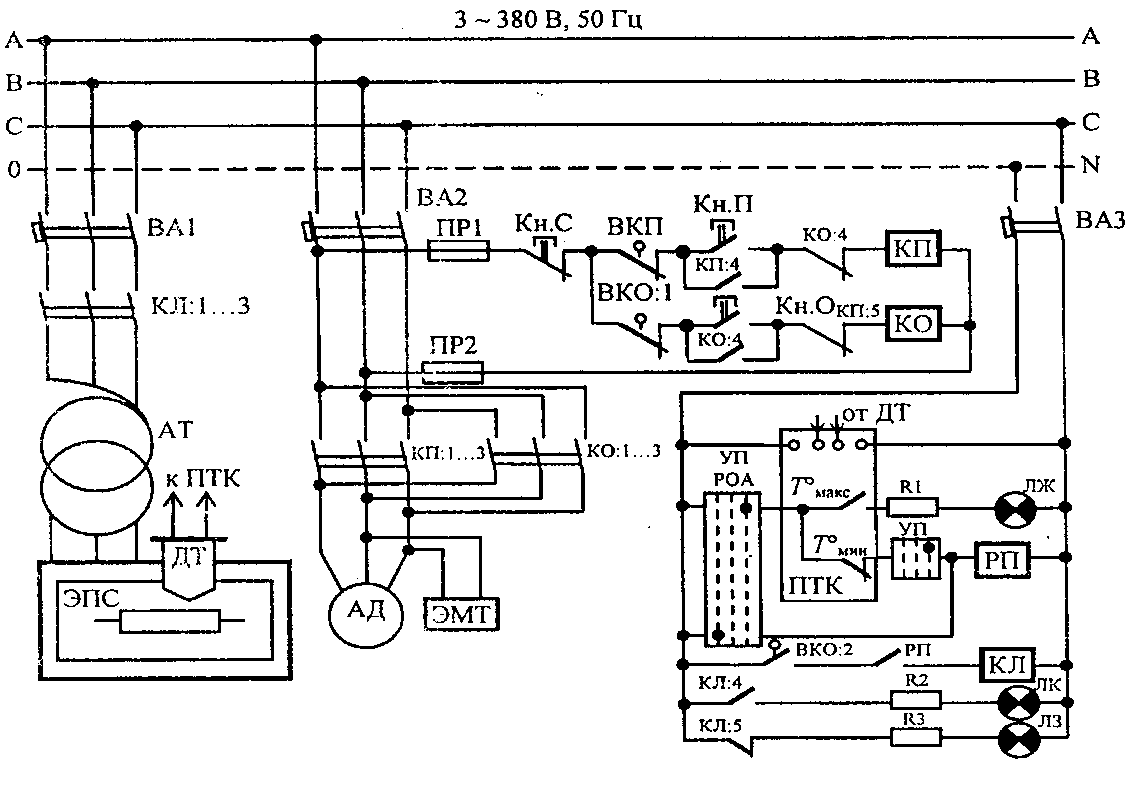
Работа в «ручном режиме». Включение и отключение ЭПС производится с помощью УП, установкой его в положение «Р» и «О». Контроль температуры визуальный.
Аварийный режим. Если при работе в режиме «А» по достижению ТфакºС= ТзадºС+∆ТºС отключение не произойдет (ТминС – не разомкнется), то по достижению ТминºС собирается цепь лампы «желтой» ЛЖ, ЛЖ засветится – предупредительный сигнал о неисправности.
Защита, блокировка, сигнализация:
силовая цепь АТ – от токов КЗ (ВА1),
силовая цепь АД – от токов КЗ и перегрузки (ВА2),
цепи управления АД – от токов КЗ (ПР1,ПР2),
цепи управления и сигнализации – от токов КЗ (ВА3),
взаимная блокировка цепей КП и КО (КО:5, КП:5).
Ограничение перемещений двери в крайних положениях (ВКП, ВКО:1).
«Запрет» на включение ЭПС при открытой двери (ВКО:2).
ЛЗ – «ЭПС отключена».
ЛК –«ЭПС включена».
ЛЖ – «Превышение ТзадºС».
Вопрос №9 Описать устройство и принцип работы дуговых электрических печей прямого нагрева (А) .
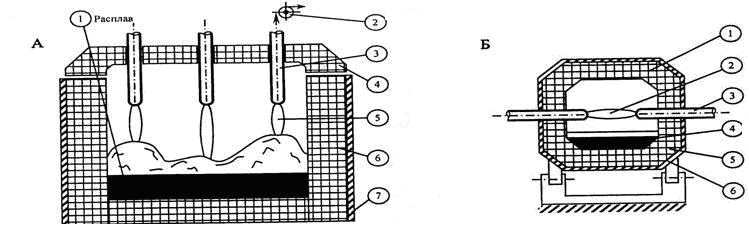
Рисунок 3- Дуговые электрические печи прямого (А) и косвенного (Б) нагрева
Дуговые печи прямого нагрева предназначены для выплавки высоколегированных сортов стали. Обычно это трехфазные печи.
Основные элементами печи являются:
— стальной кожух(7), внутри которого находятся огнеупорная футеровка (6), а сверху – свод печи (4), через который введены электроды;
— электроды (3), которые могут перемещаться вертикально с помощью механизма подъема (2);
— вспомогательные устройства, предназначенные для наклона печи, ее загрузки и выгрузки и другие.
Принцип действия состоит в следующем. Электрическая дуга горит между электродами и нагреваемым материалом (скрапом). Под действием температур скрап расплавляется, и жидкий металл стекает в подину. В шихте образуются колодцы, в которые опускают электроды до тех пор, пока они не достигнут расплавленного металла на подине печи. При повышении уровня расплавленного метла электроды автоматически поднимаются, что предотвращает короткое замыкание.
Горящая дуга не стабильна, длина ее меняется от короткого замыкания до обрыва. Причиной этого является обвал и перемещение скрапа.
Период расплавления считается законченным, когда весь металл в ванне печи перешел в жидкое состояние. Образующиеся шлаки всплывают на поверхность и затем удаляются.
Ванна с металлом образует естественную нулевую точку трехфазной цепи, поэтому печь оказывается включенной в трехпроводной системе трехфазного тока без «нулевого провода»
Вопрос № 10 Описать устройство и принцип работы дуговых электрических печей косвенного нагрева (Б).
Рисунок 3- Дуговые электрические печи прямого (А) и косвенного (Б) нагрева
Дуговые печи косвенного нагрева предназначены для переплава цветных металлов и их сплавов, выплавки некоторых сортов чугуна и никеля. Обычно – это однофазные печи.
Основными элементами печи являются:
— стальной кожух (6), внутри которого находится огнеупорная футеровка (5), расположенный горизонтально;
— электроды (3), расположенные по оси цилиндрической ванны, которые перемещаются с помощью механизма подачи;
-вспомогательные устройства, предназначенные для непрерывного качания печи в процессе работы, ее загрузки (выгрузки) и другие.
Принцип действия состоит в следующем. Электрическая дуга между электродами, расположенными над нагреваемым материалом. Теплообмен между электрической дугой и материалом осуществляеся, в основном, за счет излучения. Выделяемая энергия поглощается материалом, что приводится к его нагреванию и расплавлению.
Печь после расплавления части шихты работает с непрерывным качанием, осуществляемым ЭП от реверсивного двигателя. При такоц работе обеспечиваетя более равномерный нагрев футеровки печи, что повышает срок службы. Кроме того, нагретые прямые излучением дуги части футеровки периодически омываются и охлаждаются расплавленным металлом, более холодным, чем футеровка.
Одновременно улучшается качество металла за счет его перемещения.
Подача электродов осуществляется автоматически или вручную.
Дуговые печи с косвенным нагревом имеют небольшую емкость до 0,5т.
Достоинством таких печей является значительно меньший угар металла, по сравнению с печами прямого действия, так как дуга находится на некотором удалении от расплавленного материала.
Вопрос № 11 Описать устройство, принцип работы индукционной канальной электрической печи (Б).
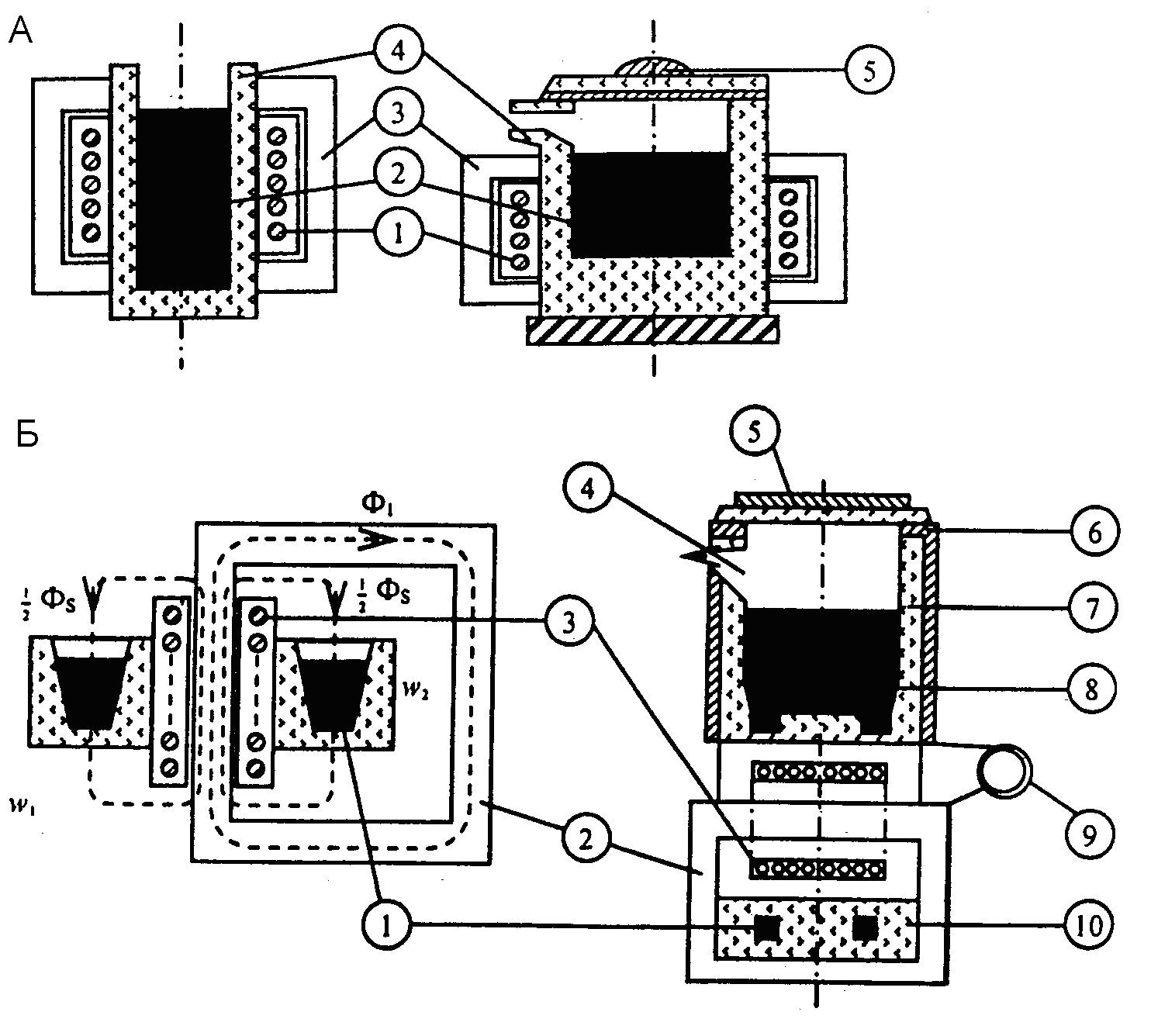
Рисунок 4- Схема и конструкция индукционных тигельной (А) и канальной (Б) печей
Индукционные канальные печи (ИКП) работают только на промышленной частоте.
Канал с расплавленным металлом (1) является короткозамкнутым витком вторичной обмотки трансформатора.
В канале расходуется 90-95% подведенной к печи электрической энергии. С целью уменьшения потока рассеяния (Ф) первичную и вторичную обмотку располагают на одном стержне магнитопровода, по которому проходит основной магнитный поток (Ф1).
Магнитный поток первичной обмотки Ф1, пересекая канал с металлом, наводит в нем ЭДС.
Возникающий в короткозамкнутом витке (канал с металлом) ток, проходя по металлу, выделяет теплоту согласно закону Джоуля –Ленца.
По конструкции ИКП представляет собой футерованную ванну (7), заключенную в металлической корпус (6).
Индукционная единица состоит из индуктора (3), шихтованного магнитопровода (2) из трансформаторной стали и подового камня (10) с охватывающими индуктор плавильными каналами (1). Для слива металла (8) через носок (4) печь наклоняется при помощи гидро- или электропривода.
Загрузку печи ведут сверху через проем, закрытый во время плавки футерованной крышкой (5).
Подъем крышки производится гидро- или электроприводом. Подовый камень (10) охлаждение воздухом при помощи вентилятора (9) через зазор между индуктором и подовым камнем.
ЭСН к индуктору подводится по гибким кабелям.
Достоинством ИКП является их высокий энергетический КПД, достигающий 60-95%.
Вследствие большого зазора между индуктором и каналом печи, что вызвано необходимостью футеровки, реактивная мощность печи в несколько раз больше ее активной мощности, поэтому естественный cos φ= 0,3..0,7.
Меньшие значения коэффициента мощности соответствует ИКП для плавки металлов с низким (медь, алюминий) удельным сопротивлением, а большие значения – с высоким (сталь, чугун).
Особенностями ИКП являются:
-необходимость непрерывного режима работы,
-необходимость оставления части металла при сливе,
-сложность перехода к плавке других металлов.
Вопрос № 12 Описать устройство, принцип работы индукционной тигельной электрической печи (А).
Рисунок 4- Схема и конструкция индукционных тигельной (А) и канальной (Б) печей
Индукционные тигельные печи (ИТП) работают на промышленных, средних и высоких частотах.
ИТП состоит из индуктора (1), подключаемого к источнику питания переменного тока, расплавленного металла (2), находящегося внутри огнеупорного тигля (4), и магнитопровода внешнего (3), применяемого в мечах большой емкости.
Магнитопровод предназначен для экранирования от полей рассеяния индуктора и уменьшения потерь энергии.
Нагрев и расплавление садки происходит за счет вихревых токов, наводимых в ней. Плотность тока в садке неравномерна. Наибольшая- в слое, прилегающем к стенкам тигля, а наименьшая — в центральной части. Вследствие этого возникает естественная циркуляция расплава в тигле, скорость которой зависит от напряженности магнитного поля, частоты источника, удельной мощности и т.п.
Кроме того, ИТП имеют механизм подъема крышки(5), наклона печи, загрузки.
В ИТП большой емкости применяются источники питания промышленной частоты, средней и малой емкости – повышенной и высокой частоты.
КПД печи определяется зазором между индуктором и садкой. При уменьшении толщины стенки тигля электрически КПД увеличивается, а тепловой- уменьшается.
Общий КПД составляет 50-70%.
Естественный коэффициент мощности ИПТ невысок cos φ= 0,8..0,3
Для компенсации реактивной мощности требуется установка конденсаторных батарей.
Печи могут работать с оставлением сплава (25-30% емкости тигля) или без него.
В тигель можно загрузить любую шихту: отходы литейного производства, чушки, мелкую стружку и т.п.
Неэлектропроводные тигли изготавливают из кварцитовых, магнезитовых, циркониевых масс. Они размещаются внутри индуктора, не поглощают энергии электромагнитного поля и одновременно являются теплоизоляторами между расплавленным металлом и охлаждаемыми стенками индуктора.
Электропроводящие тигли изготавливают из жароупорных сталей, легированных чугунов и графитов. Они поглощают наибольшую часть энергии переменного электромагнитного поля. Нагрев осуществляется косвенный: излучением до расплавления, а после- контактный. Наружные стенки таких тиглей должны быть изолированы о внутренних стенок индуктора.
Индукторы изготавливают из медной трубки, охлаждаемой водой, накладываемой в один слой. Обмотка состоит из нескольких катушек, имеющих раздельное охлаждение.
Магнитопроводы являются средством защиты каркаса печи от нагрева магнитным полем.
Источник https://labor-snol.ru/news/shema-ustrojstva-elektricheskih-mufelnyh-pechej
Источник https://www.elektrospets.ru/oborudovanie_elektrotekhnologicheskikh_ustanovok_elektrotermicheskie_elektroustanovki_nagreva_soprotivleniem.php
Источник https://infopedia.su/17x1018c.html